 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Sissejuhatus torude ekstrusiooniprotsessi, seadmete, kvaliteedivigade jms kohta.
Ningbo Fangli Technology Co., Ltd.on amehaaniliste seadmete tootjaüle 30-aastase kogemusegaplasttorude ekstrusiooniseadmed,uus keskkonnakaitse ja uued materjalid.Alates selle loomisest on Fanglit välja töötatud kasutajate nõudmiste põhjal. Pideva täiustamise, põhitehnoloogia sõltumatu uurimis- ja arendustegevuse ning kõrgtehnoloogia ja muude vahendite seedimise ja omastamise kaudu oleme välja töötanudPVC torude ekstrusiooniliin,PP-R toru ekstrusiooniliin, PE veevarustus / gaasitoru ekstrusiooniliin, mida Hiina ehitusministeerium soovitas importtoodete asendamiseks. Oleme omandanud tiitli "Esmaklassiline bränd Zhejiangi provintsis".
I. Protsessi voog
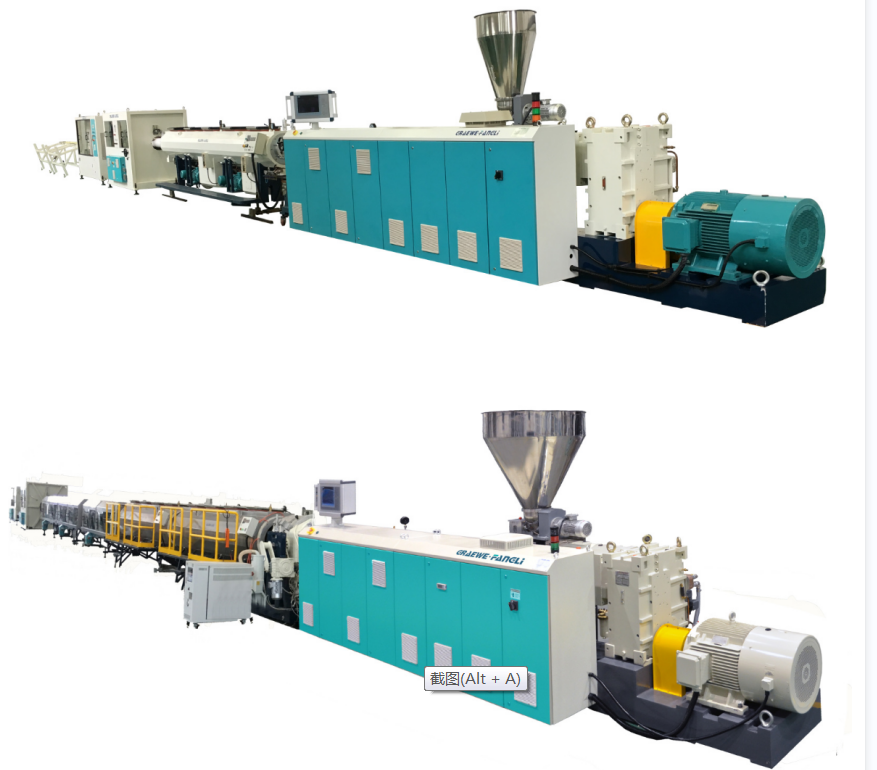
Praegu on PVC- ja PO-torud nii riigisiseselt kui ka rahvusvaheliselt suurima mahuga tooted.Joonis 1näitab polüolefiintorude (PO) tootmisprotsessi vooskeemi. Plastik juhitakse rõngakujulisse piluvormi (2) kruvi abil ühtlaselt plastifitseeritud sulatina, ekstrudeerides välja torutüki. See siseneb jahutamiseks ja suuruse määramiseks kohe kalibreerimisseadmesse (3), seejärel jahutatakse jahutuspaagis (4) täiendavalt piisavalt. Reguleeritava abil tõmmatakse toru ühtlase kiirusega väljamahaveoüksus(6)ja lõpuks lõigake lõikuriga (7) määratud pikkusteks. Õhukeseseinalisi torusid, mille läbimõõt on alla 160 mm, saab kerijaga (9) rullideks kerida.

Joonis 1 PO-toru tootmisprotsessi voo skemaatiline diagramm
1---Ekstruuder; 2---PipeSurma; 3---Kalibreerimisümbris;
4---Vaakumkalibreerimine jahutus; 5---Jahutuspaak;
6---Väljaveoüksus; 7---Lõikur;
8---printer; 9---Coiler
II. Protsess ja seadmed
PO torude tootmiseks asuure tõhususega ühe kruviga ekstruudertuleks valida. Etteandetsoonis on aksiaalselt soonega silinder. Kruvi pikkuse ja läbimõõdu (L/D) suhe on 30–33:1. Kruvi struktuur on erineva sügavuse ja sammuga kaheastmeline konstruktsioon: toitesektsiooni samm on väiksem kui kruvi läbimõõt, samal ajal kui samm sulatus- ja homogeniseerimissektsioonis on suurem kui kruvi läbimõõt. Segamise tõhususe suurendamiseks on mõned kruvid varustatud täiendavate segamispea elementidega. Seda tüüpi ühe kruviga ekstruuder pakub suhteliselt suurt väljundit ja head plastifitseerimist. Näiteks 90 mm kruvi läbimõõduga ühe kruviga ekstruuder võib saavutada võimsust üle 600 kg/h. Lisaks kasutatakse kaltsiumkarbonaadi, baariumsulfaadi, puidujahu või klaaskiuga täidetud PO-torude tootmisel tavaliselt koos pöörlevaid kahe kruviga ekstruudereid.
PVC-torude tootmine on põhimõtteliselt sarnane PO-torude omaga. Tavaliselt kasutatavad on vastupidiselt pöörlevad koonilised võiparalleelsed kahe kruviga ekstruuderid, võimaldades kuiva segupulbri otsest väljapressimist. Nende võimsus ulatub 10 kg/h väikese läbimõõduga torude puhul kuni 1100 kg/h suure läbimõõduga torude puhul. Kruvi L/D suhe on kasvanud varasemalt 18:1-lt 25:1-le. Näiteks akahe kruviga ekstruuder90 mm kruvi läbimõõduga võib saavutada võimsust üle 300 kg/h.
Nagu on näha jooniselt 1, koosneb torude väljapressimise allavoolu seade peamiselt jahutusveepaagist,mahaveoüksus, lõikur, mähisvõi prügilaud.
Kui toru väljub kalibreerimis- ja jahutusseadmest, ei jahutata see täielikult toatemperatuurini. Kui seda ei jahutata edasi, võib toruseina radiaalsuunas esinev temperatuurigradient põhjustada juba kõvastunud väliskihi temperatuuri tõusu tõttu uuesti pehmenemise, mis viib deformatsioonini. Teisest küljest peab toru taluma ka väljatõmbe-, lõikamis- ja kerimisseadmetest tulenevaid pingeid. Seetõttu tuleb jääksoojus eemaldada, jahutades toru toatemperatuurini. Jahutusmeetodid hõlmavad vesivanni ja pihustusjahutust. Veevanni jahutuspaagis peaks veetase toru täielikult uputama. Paak on jagatud mitmeks osaks. Jahutusvee sisselaskeava on seatud viimasesse sektsiooni, mistõttu vee voolu suund on vastupidine toru väljapressimise suunale, luues jahutustemperatuuri gradiendi. Selle tulemuseks on torude järkjärgulisem jahutamine ja väiksem sisemine pinge. Jahutusveepaagi ja kalibreerimis-/jahutusseadme vaheline kaugus ei tohiks ületada ühte kümnendikku kogu jahutuspikkusest; vastasel juhul võib temperatuuride erinevus toru välisseina ja jahutusvee vahel liigselt suureneda. Kuigi veevanni meetod on lihtne, võivad temperatuuri erinevused paagi ülemise ja alumise veekihi vahel põhjustada ebaühtlast jahtumist ja toru paindumist. Lisaks võivad torule mõjuvad ujuvusjõud kergesti deformatsioone tekitada, mistõttu see meetod ei sobi eriti suure läbimõõduga torude jahutamiseks.
Funktsioontorude väljatõmbeüksuson tagada teatud väljatõmbekiirus ja -jõud juba suurusega ja jahutatud torule, ületades torule suuruse määramisseadme tekitatud hõõrdejõu, tõmmates seeläbi toru konstantsel kiirusel kerijale või tühjenduslauale. Väljatõmbeüksus on torude tootmisel üks põhilisi allavoolu seadmeid ja see peab vastama järgmistele nõuetele.
(1)mahatõstminekiirust peab saama astmeteta ja sujuvalt reguleerida, tagades pideva kiiruse väljatõstmise. Ebastabiilne väljatõmbekiirus põhjustab toru läbimõõdu kõikumist. Väljatõmbekiirus peab olema tihedalt kooskõlas ekstrusioonikiirusega. Toruseina paksust reguleeritakse väljatõmbekiirust reguleerides: aeglasema väljatõmbekiiruse tulemuseks on paksemad seinad, suurema kiirusega õhemad seinad. Õige väljaveokiiruse valimine on tõhus meetod toote mõõtmete vastavuse tagamiseks. Kaasaegse disainiga on võimalik saavutada maksimaalne väljatõmbekiirus kuni 30 m/min.
(2)Konstantmahatõstminetuleb säilitada jõud, ilma tõuke-tõmbe nähtuseta, vastasel juhul võib see põhjustada toru pinna lainelisuse defekte. Vajalik on ka piisav väljatõmbejõud. Nõutav väljatõmbejõud suureneb koos kontaktpinna ja radiaalrõhu suuruse muutmisega. Väikese ja keskmise läbimõõduga torude puhul on väljatõmbejõud üldjuhul 100–600 N; suure läbimõõduga torude puhul on see üldiselt 800–10 000 N.
(3) Kinnitusjõudmahaveoüksushaarats peab olema reguleeritav ja suuteline haarama erineva läbimõõduga torusid, põhjustamata pinnakahjustusi või deformatsioone. Praegu kasutatakse laialdaselt roomik-tüüpi haaratsid. Need koosnevad 2 kuni 12 rajast, mis on ühtlaselt ümber toru paigutatud. Rööbastele on paigaldatud teatud arv kummist/plastikust kinnitusplokke, mis on enamasti nõgusad või nurga all, et suurendada torule radiaalset survet avaldavat ala. Pingutusjõu reguleerimine saavutatakse pneumaatiliste, hüdrauliliste või juhtkruvi-muttermehhanismide abil. Rööbaste arv suureneb toru läbimõõduga.
Pärast seda, kui toru on teatud pikkuseni maha tõmmatud, tuleb see lõigata. Lõikureid on erinevat tüüpi, valides lähtudes toru läbimõõdust ja seina paksusest, materjali tüübist, lõikepikkusest, lõikekvaliteedist, lõikevormist jne. Giljotiin-tüüpi automaatlõikurid ja radiaalketassaed sobivad väikese ja keskmise läbimõõduga torude lõikamiseks; planetaarsed automaatlõikurid sobivad suure läbimõõduga torudele. Lõikamiskäsu saamisel haarab lõikur torust klambriga ja liigub toru väljatõmbamise suunas, lõpetades lõiketoimingu. Pärast lõikamist surub pneumaatiline mehhanism selle tagasi lähtestusasendisse.
Coiler ja Dump tabel. Ainult need torud, mis painutamisel ei deformeeru, keritakse kerimisrulli abil automaatse lõikamise ja mahalaadimisega mähisteks. Mähise lineaarne kiirus sünkroniseeritakse ekstrusioonikiirusega ja seda saab astmeliselt reguleerida. Kui ekstrusioonikiirus on alla 2 m/min, kasutatakse tavaliselt ühe jaamaga kerimisseadet; kui ekstrusioonikiirus ületab 2 m/min, tuleks kasutada kahe- või isegi mitmejaamalist kerimisseadet.
III. Peamised tegurid torude defektide kontrollimiseks
Järgides joonisel 1 kujutatud protsessi kulgemise järjekorda, on allpool loetletud peamised seotud tegurid kvaliteedivigade kõrvaldamiseks.
(1)Söötmise osa:Tooraine koostis; tooraine kuju ja suurus; värvimismeetod; kuivatamise meetod; jahvatatud/ringlussevõetud materjali segamine; lisandite liigid ja doseerimine; punkri kõri jahutusvõimsus.
(2)Ekstruuder: Kruvi läbimõõt; kruvi L/D suhe; kruvi surveaste; kruvikonstruktsiooni tüüp; kruvi kiirus; ventilatsiooni jõudlus; kruvi temperatuuri reguleerimine; tünni kütte ja jahutuse juhtimine; temperatuuriprofiilid piki ekstruuderitsooni; ekstruuderi pöördemoment; energiatarve; adapter; ekraanivahetaja temperatuuri valik ja juhtimine; ekraanipaki tüüp ja spetsifikatsioon.
(3)Surma:Die vahe; maa pikkus; stantsi struktuuri tüüp; voolukanali kuju; sulatite jaotus; temperatuuri seadmine ja reguleerimine; stantsipea surve; seina paksuse kontroll.
(4) Kalibreerimine ja jahutamine:Kalibreerimismeetod; kalibraatori mõõtmed; vaakumkasti vaakumtase või siserõhu kalibreerimistoru õhurõhk ja pikkus; kalibreerimissüsteemi tihendamine; kalibreerimisaeg; jahutusvee voolukiirus; jahutusvee temperatuur; jahutusmeetod.
(5)Jahutusvee paak:Jahutusmeetod; veetorude paigutus; jahutusvee voolukiirus; jahutuspaagi pikkus; jahutusvee temperatuur; torude jahutamise efektiivsus.
(6)Väljaveoüksus: Väljaveo kiirus ja kontroll; väljatõmbejõu kalibreerimine; kinnitusjõud ja juhtimine; radade arv ja efektiivne pikkus; kinnitusplokkide pinna kõvadus ja kuju; mahatõmmatav kontaktpind.
(7) Lõikur: Lõikuri tüüp; saelehe hambaprofiil ja materjal; lähtestamise mehhanism; laastude kogumine ja tolmu eemaldamine; mürakontroll; piirata süsteemi seadistamist; kinnitusmehhanism; ajamisüsteem ja võimsus; automaatne lõikamissüsteem.
(8)Coiler & Dump tabel: Pinge kontroll; pikkuslõike käsusüsteem; kerimisjaama valik; mähise läbimõõt; prügila tegevuse näit; mähise lineaarne kiirus.
(9) Lisa:Automatiseeritud tootmise tingimused:Seina paksuse mõõtmine; välisläbimõõdu juhtimine; kaalu mõõtmise ja tootmise statistika; hammasratta sulatuspumba töö olek; stantsimise tsentreerimissüsteem.
Kui vajate lisateavet,Ningbo Fangli Technology Co., Ltd.tervitab teid üksikasjaliku päringu saamiseks ühendust võtma, anname teile professionaalseid tehnilisi juhiseid või seadmete hankesoovitusi.
Saada päring


X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika