 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Torude ekstrusiooniprotsess
Ningbo Fangli Technology Co., Ltd. on mehaaniliste seadmete tootja, kellel on peaaegu 30-aastane kogemus plastikust ekstrusiooniseadmetest, uus keskkond kaitse ja uued materjalid. Siin oleme koostanud põhjaliku sissejuhatus torude ekstrusioonitöötluse kohta järgmiselt:
Toru on toru või õõnes silinder vedeliku edasitoimetamine. Mõisted "toru" ja "toru" on peaaegu asendatavad. "Tube" valmistatakse sageli kohandatud suuruste järgi ja sellel võib olla täpsemaid suurusi ja tolerantsid kui toru, olenevalt rakendusest. Mõiste "torud" võib ka kantakse mittesilindrilistele torudele (st ruudukujulistele torudele). Termin “toru” on laialdasemalt kasutusel USA-s ja “toru” mujal maailmas.
Toru võib määrata standardse toru suuruse järgi tähistused, nagu toru nimisuurus (USA-s) või nominaalne, välimine või siseläbimõõt ja seina paksus. Paljud tööstus- ja valitsusstandardid olemas torude ja torude tootmiseks.
Enamik torusid on valmistatud ekstrusiooni teel, ekstrusiooni suunaga, stantsi, suuruse määramise või kalibreerimisseadmega või paak, vesijahutuspaak, konveier ja lõikur, kui vaja, ning startida varustus rea lõpus. Rida võib sisaldada märgistusseadet või a testimisseade. Oluline nõue on ekstrudaadi üsna kiire jahutamine matriitsi lähedal, säilitades samal ajal kontrolli mõõtmete ja omaduste üle.
Protsessidesse kaasatud on mitmesuguseid meetodid mõõtmete/suuruste kontrollimiseks, mis on kas vabalt tõmmatud sulad (tavaliselt väikese läbimõõduga torude puhul) või suuruse järgi. Kogumaksumus toru tootmine võib hõlmata kuni 80% materjalikulusid. Eesmärk on materjalikulu vähendamiseks alati rangema tolerantsi kontrolli saamiseks. Kasutatakse erineva konstruktsiooniga mõõtmete ja/või paksusega kalibreerimiskettaid.
Sulamisomaduste kombinatsioon, kiirus liini kiirust, sisemist õhurõhku ja jahutuskiirust mõjutavad toru suurus. Sulandi eemaldamise suhe stantsist vesijahutusse küna on otseselt seotud toru lõpliku suurusega. Sõltuvalt sellest, töödeldava plasti puhul on suhe vahemikus 4/1 kuni 10/1. Kasutades madalaid suhteid aitab minimeerida väljapressitud pingeid, mis võivad põhjustada sellega seotud probleeme kokkutõmbumine ja pingelõhenemine.
Sõltuvalt selle omadustest töödeldavate plastide kokkutõmbumine võib toimuda 24 tunni jooksul pärast seda töötlemisliinilt lahkumine. Toru või toru võib ka allutada lõõmutamine ja muud postitingimused, mis võivad mõjutada kokkutõmbumise astet.
Torude ja torude viise on palju erinevaid tooted, mida kasutatakse vedelike, gaaside, tahkete ainete jms liigutamiseks. Nad võivad olla kujundatud kaunistuste, turvatugede jms jaoks.
Sammud plasti töötlemise kulude vähendamiseks torud sisaldavad:
1) Töötage välisläbimõõdu (OD) minimeerimiseks ja sisediameetri (ID) tolerantsid;
2) Torude kvaliteedi ja omaduste parandamine koostisosade segamise ja kasutatud segamisprotseduuride eeliste uurimise kaudu;
3) Käivitamise abil vähendage seadistamise aega abivahendid ja automaatikasüsteemid;
4) Arenda elektrienergia kokkuhoidu tarbimine ekstruuderi optimeerimise teel; ja
5) tõhusate stantside, jahutuspaakide kasutamine, tõmmitsad ja stardiseadmed.
Tõmbajate tolerantsi kontroll on minimeerimiseks kriitiline
OD ja ID mõõtmed, eriti väiksemad torud.
Tõmbamiskiiruses on väga väike kõikumine võivad drastiliselt mõjutada nende mõõtmeid ja plastijäätmeid.
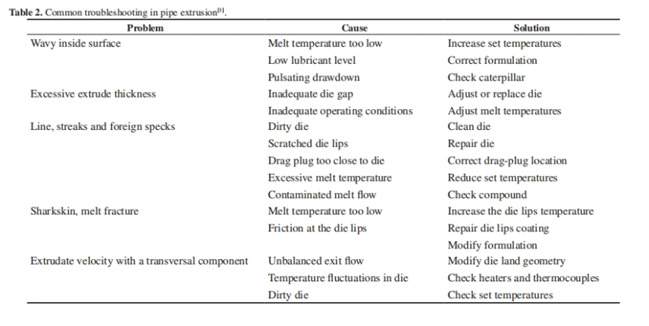
Allolev tabel näitab kõige levinumaid tõrkeotsing torude väljapressimisel.
Ülaltoodu puudutab torude väljapressimist edusamme, lootes teile veidi abi pakkuda. Vajadusel tere tulemast võta meiega ühendust.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Saada päring


X
Kasutame küpsiseid, et pakkuda teile paremat sirvimiskogemust, analüüsida saidi liiklust ja isikupärastada sisu. Seda saiti kasutades nõustute meie küpsiste kasutamisega.
Privaatsuspoliitika